
一、明确产能规划的目标逻辑
电池组生产线的产能规划通常以设计产能、实际产能、有效产能三层结构展开:
设计产能(理论最大):
以设备参数、工艺节拍计算出的理想最大产能。
例:一条PACK线理论节拍为45秒/Pack,则理论日产能 = (3600÷45)×16小时 ≈ 1280 Pack。
实际产能(综合损失后):
扣除设备停机、物料等待、工人效率波动后的真实可实现产能。
通常是设计产能的 75%~85%。
有效产能(合格品产能):
实际产能再乘以良率(Yield)。
若实际产能为1000个Pack,良率为95%,则有效产能 = 950个。
平衡点的核心:
在一定的设备投资与工艺水平下,找到“边际投入成本 = 边际良率提升收益”的点,即为最优平衡点。
二、良率的定义与分层控制
良率是产能规划中最敏感的参数之一,尤其对电芯一致性和PACK装配精度要求高的场景。
建议按以下三个层级建立良率模型:
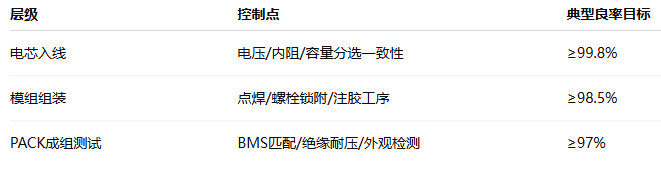
通过建立每个工序的独立良率模型,能快速判断瓶颈位置,避免“平均良率”掩盖问题。
三、产能与良率的动态平衡策略
在规划时可采用“三阶段产能爬坡法”:
初期试产阶段(0~3个月)
目标:快速建立生产节拍与工艺稳定性。
策略:适当牺牲节拍,以验证良率数据。
通常良率 85%~90%,设备稼动率 60%。
中期爬坡阶段(3~6个月)
目标:优化瓶颈工序、提升自动化比例。
策略:产能与良率并行提升。
良率应达到 95%以上,稼动率 80%。
量产稳定阶段(6个月后)
目标:平衡OEE(综合设备效率)与质量成本。
策略:通过SPC数据分析持续微调,追求稳定高产。
良率 ≥98%,稼动率 ≥85%,设备维护周期明确。
四、影响平衡点的关键因素
设备与自动化水平
自动化程度越高,节拍更稳定但调试周期更长。
手工/半自动阶段良率波动大,应重点监控工人技能差异。
电芯一致性与BMS算法
电芯差异过大会导致模组电压不平衡、PACK过热或SOC误差。
高一致性电芯虽然单价高,但能显著减少测试和返修成本。
质量检测与追溯系统
引入MES+数据采集系统(如点焊电流监控、锁螺丝扭矩追溯)能有效降低批量不良。
人员与工艺成熟度
操作员培训周期、物料切换频率都会造成短期产能下降,需在规划中预留冗余。
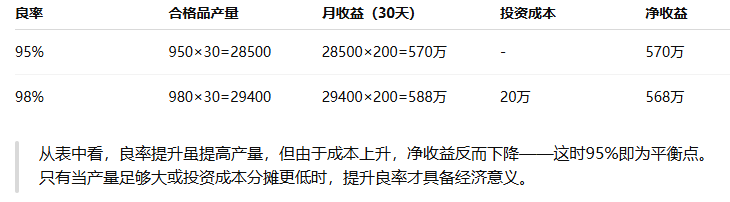
五、确定平衡点的计算方法
示例模型:
假设设计产能:1000 Pack/天
每个Pack利润:200元
良率提升方案A:从95%→98%,但需额外增加设备投资20万元/月。
六、工程建议与管理实践
建立“良率经济模型”
每条线定期计算“良率提升1%带来的经济收益”,作为持续改进的依据。
设备冗余规划
在多线生产中,设计20%备用产能,以便在良率波动或维修时保障交付。
推行数据驱动的良率控制
通过统计过程控制(SPC)、FMEA、DOE等方法确定主要失效因子。
质量与效率并重考核机制
不应单纯以“日产量”评估绩效,应设置OEE+FTT(一次合格率)双指标。
七、总结
电池组生产线的产能与良率平衡点,不是固定的,而是随生产规模、设备投资、良率提升成本动态变化的经济最优点。
科学的方法是:
以数据建模→阶段爬坡→持续优化→动态平衡。





